
提高钢板剪切质量的工艺研究及生产应用概述
论文导读:莱钢4300宽厚板剪切线共有三台滚切式剪切机。滚切式剪切机与一般的斜剪刃剪切机相比具有下列优点:剪切质量好、剪刃划伤和磨损小、可以保证钢板平直度、剪切效率高。剪切线设备精度要求高。本文将分析讨论引起各种缺陷的相关因素。
关键词:宽厚板,剪切线设备,剪切质量,相关因素
1 前言
莱钢4300宽厚板剪切线共有三台滚切式剪切机,按前后布置顺序分为:。切头剪用于钢板的头尾剪切或分段。双边剪用于钢板切边。定尺剪用于将钢板剪切成所要求的定尺长度。
滚切式剪切机与一般的斜剪刃剪切机相比具有下列优点:剪切质量好、剪刃划伤和磨损小、可以保证钢板平直度、剪切效率高。因此,在中厚板轧机的剪切线上获得了广泛的应用。
轧后钢板经过剪切,经常出现的缺陷主要有边部剪切质量缺陷、钢板形状缺陷、剪切尺寸误差等。剪切线设备精度要求高,与剪切质量相关的因素很多,本文将分析讨论引起各种缺陷的相关因素。
2 剪切线设备与剪切质量有关的主要因素
2.1 边部剪切质量缺陷
钢板的边部剪切质量缺陷主要有钢板塌边、剪裂、错口、毛边、毛刺高。造成这些缺陷的主要原因有剪刃间隙调整、剪切速度、钢板夹紧、夹送辊调整与使用、剪切机宽度调整等。
2.1.1 剪刃间隙
剪刃的侧向间隙(图1)是影响钢板剪切质量的重要因素,同时也关系到剪切力的大小及剪刃寿命。间隙太小会造成剪切端面不整齐、下端毛刺、出现二次剪断面,另外还会使剪切力增加,同时增加了刃口同板边的摩擦,加速了刃口的磨损;间隙太大,会造成塌边、毛刺、剪切端口凸台。剪刃间隙的取值与钢板的厚度及钢板的机械性能有关,合理的设计方法,是将剪刃的侧向间隙做成可调节的。一般情况下:
剪刃间隙S=A*h+C
式中:A-经验数值,h-钢板厚度,C-间隙修正值,根据钢板强度而边,一般也是经验值。
我厂使用的切头、定尺剪基本公式:s=0.09*h
双边剪基本公式:s=0.06*h+0.20
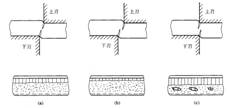
 图2 剪刃间隙与端面的关系
图2 剪刃间隙与端面的关系
(a)间隙合适;(b)间隙偏大;(c)间隙偏小
宽厚板的三台剪切机均设置了剪刃间隙调节装置,切头剪和定尺剪通过液压缸驱动斜锲调整水平方向剪刃间隙;双边剪通过蜗轮蜗杆驱动偏心轴调整水平方向剪刃间隙。
从以上公式可以看出剪刃间隙与钢板厚度密切相关,但是并不是说同一厚度时,间隙都是一成不变的。还应充分考虑其它因素的影响,例如温度、材质等因素。以下情况,应相应减小剪刃间隙:
(1)钢板温度较高时。因为钢板温度越高,强度就越低,越容易发生剪切变形,产生剪切缺陷。
(2)剪切钢板硬度较高时,间隙太大会出现锯齿状剪切断面。
(3)剪刃变钝时。剪刃间隙选择不当会导致剪后钢板塌边、毛刺太高等缺陷,并影响刀片的使用寿命。并非所有的钢板剪切时剪刃均有重叠量,随着厚度的增加,重叠量逐渐减小,并出现剪刃开口量。论文大全,相关因素。如钢板厚度为20 mm左右时,剪刃重叠量为0;钢板厚度达到40 mm左右时,剪刃开口量为15mm。论文大全,相关因素。即在钢板厚度方向上部分被滚切,其余部分为撕裂。
2.1.2 双边剪夹送辊
双边剪夹送辊布置在双边剪前后共两组4个夹送辊。夹送辊的作用是夹紧被剪切的钢板和输送待剪切或剪过的钢板。每台夹送辊由电机单独驱动,上夹送辊由液压缸带动升降,夹紧或松开钢板。夹送辊是决定钢板是否跑偏的关键设备,钢板如果在剪切过程中跑偏,就会影响钢板的剪切尺寸,对于双边剪还会出现“错边”现象。
在设备的设计和使用过程中,主要从以下几个方面避免钢板跑偏:
(1)夹送辊同步
夹送辊的同步性是剪切过程中钢板“错边”的重要影响因素,因此,要严格控制好夹送辊的同步性。每对下夹送辊均设有同步轴,实现机械同步(图2),相应的上夹送辊由电气控制保证其同步性。因此,要保证夹送辊的同步性,必须确保:
a)夹送辊转速的同步。
b)夹送辊的直径精度。各夹送辊直径严格控制在允许的误差范围内。
(2)夹送辊安装精度
在夹送辊安装精度上,每一夹送辊的中心线应与双边剪或剖分剪剪刃线垂直,使钢板的运行方向与剪刃线平行,保证钢板移动的直线性,从而保证钢板边部平齐。在安装时必须控制好夹送辊的翘曲度(图3)和平行度(图4)。如果夹送辊中心线与剪刃线垂直度偏差超出允许范围,钢板在运送过程中就会向固定侧或非固定侧偏移,造成钢板的“错边”。
(3)夹送辊夹紧力
运送钢板时如果两侧夹送辊受到的驱动力不同,使钢板受旋转力偶的作用,会造成钢板的“错边”。压力设定要合理,要保证夹送辊与钢板之间无相对滑动,两侧夹送辊压力必须控制在允许的范围内。论文大全,相关因素。
2.1.3 双边剪退刀装置
双边剪退刀装置的作用是在切边过程中当一个剪切步长完成后,上剪刃上抬时退刀,避免剪刃上抬时刮伤钢板边部及剪刃夹住钢板而限制钢板的运送。
2.1.4 钢板压紧装置
当剪刃刚接触并逐渐压入钢板时,剪切力由零逐渐增大。这时钢板将发生翘起产生偏转角,偏转角将影响剪切质量,同时对剪刃的侧向推力也随之增大,给剪切造成困难。所以偏转角的增大是不利的。为了减小偏转角,达到减小侧推力和改善剪切质量的目的,宽厚板的剪切机均采用了压板(图1),切头剪和定尺剪采用液压缸驱动压板,双边剪和剖分剪由偏心轴凸轮连杆机构带动压板,在剪切时压紧钢板。
2.2 钢板形状缺陷
钢板形状缺陷主要表现为剪切后钢板直角度不好。主要影响因素有切头剪和定尺剪剪刃垂直度、切头剪和定尺剪前后边部导向立辊的位置误差、双边剪两侧剪刃平行度等。
(1)切头剪和定尺剪剪刃垂直度
切头剪和定尺剪剪刃垂直度是指在剪刃安装时要保证剪刃与主线中心线的垂直精度。
(2)切头剪和定尺剪前后边部导向立辊
切头剪和定尺剪前后辊道的固定侧(钢板前进方向的右侧)安装有若干导向小立辊,钢板在剪切线上沿着固定侧前进时它们起导向作用。各个小立辊位置的一致性将影响钢板侧边与剪刃的垂直度。
(3)双边剪两侧剪刃平行度
双边剪两侧剪刃平行度直接影响剪切后钢板的形状,需定期进行测量。
2.3 剪切后钢板尺寸误差
剪切后钢板尺寸误差是指钢板的实际剪切后尺寸数据与设定值之间的差值。主要影响因素有切头剪和定尺剪测长辊、钢板定位精度、双边剪移动剪的定位精度等。
2.3.1 切头剪和定尺剪测长辊
在切头剪、定尺剪出入口端靠近下剪刃的位置各设有一台测长辊,用于测量钢板及头尾的长度。其优点是生产效率高、投资低,特别是在生产过程中,如果定尺钢板的尺寸变化较为频繁时,测量相对于定尺机更有优势。
测长辊通过气缸驱动压在钢板上,辊子在钢板的带动下转动,从而带动计数器记数达到测量钢板长度的目的。
要保证测量的准确性,须确保:
(1)测长辊辊子本体精确的直径。论文大全,相关因素。
(2)辊子与钢板之间无相对滑动。需要合理设定气缸压力,压力过高,会在钢板表面产生亮带;压力过低,测长辊与钢板之间将产生相对滑动,影响测量精度。
2.3.2 钢板定位
钢板在切头剪和定尺剪处的定位主要影响钢板长度方向上的尺寸精度。即钢板在切头或定尺剪切特别是定尺剪切前,要保证辊道停止后钢板能够立即停止,减少或避免辊道停止后钢板与辊道之间的相对滑动。一要保证速度的控制合理,二要保证辊道的制动性。论文大全,相关因素。
2.3.3 双边剪移动剪的定位精度双边剪移动剪和剖分剪根据钢板宽度进行定位,其定位精度主要影响钢板在宽度方向上的尺寸精度。
2.3.4 温度补偿
对于带温剪切的钢板,如果不考虑温度的影响,剪切完成后冷却至常温时钢板尺寸会发生变化,影响钢板的尺寸精度。针对这种情况,采取了温度补偿措施。在切头剪前设有温度检测装置,用于检测到达剪切机时钢板的温度,根据此温度以及钢板尺寸预留出相应的补偿尺寸,保证剪切后钢板的尺寸精度。
温度补偿一般采用经验值,每降低100度的收缩率为千分之一。
在实际生产中,为了提高成材率、减少短尺情况,通常在切头、定尺剪增加10~20mm的长度补偿,双边剪增加5mm的宽度补偿。通过实物自检,根据偏差情况可以调整补偿量,在保证钢板合格的情况下提高成材率。论文大全,相关因素。
3 结语
通过以上对剪切质量诸因素的分析及剪切工艺操作控制的分析,将理论根据、经验数据与生产实践结合起来,不断总结、摸索出一套针对性较强的剪切工艺,用于指导生产。自热试开始本条线已经运行一年多,剪切工艺不断优化,
剪切质量不断提升,越来越受到用户好评。
参考文献:
[1]邹家祥轧钢机械[M],北京,冶金工业出版社,1988,283-288
[2]孙本荣,王友铭,陈瑛,中厚板生产[M],北京:冶金工业出版社,1993,377-392
下一篇:简述加快运输市场的多元化发展