
精甲醇产品中乙醇的质量分数控制
朱明明,叶启亮*,李玉安,史贤林
(华东理工大学化工学院,上海200237)
摘要:以168 k t/a甲醇精馏装置为研究对象,应用过程模拟软件Aspen Plus,采用NRTL -RK的物性方法,实现对四塔精馏系统的模拟。分别考察了预塔不凝气放空温度、加压塔和常压塔的回流比及常压塔抽侧线位置对产品中乙醇质量分数的影响。结果表明,在保证经济性条件下,适当增加回流比有利于降低产品中乙醇质量分数,同时合理选择侧线采出位置可有效控制精甲醇中乙醇质量分数。
关键词:甲醇精馏;乙醇;流程模拟;含量控制
中图分类号:TQ028. 31 文章编号:0253 - 4320(2016)04 - 0170 - 03
DOI:10. 16606/j. cnki. issn 0253 - 4320. 2016. 04. 042
甲醇既是重要的化工产品,也是重要的化工原料,又是很有发展前途的代用燃料。近年来国内外的甲醇生产能力快速增长,甲醇是多种有机产品的基本原料和重要的溶剂,广泛应用于有机合成、染料、医药、涂料和国防工业。在甲醇生产过程中,能耗对甲醇生产成本有很大影响,而粗甲醇的精制是决定甲醇产品质量的重要工段。产品甲醇中,乙醇含量是衡量其质量的重要指标。甲醇作为生产醋酸等下游产品的生产原料,下游用户对精甲醇中的乙醇含量提出了更高的要求。降低甲醇中的乙醇含量,提高甲醇产品质量,可以满足甲醇的高端市场,为企业带来良好的经济效益。
实际生产中,可能引起甲醇产品中乙醇超标的原因有很多,一般从甲醇合成过程以及精馏过程2个角度分析其控制因素。贾瑞博等分析了合成过程中合成气组分、催化剂性能、反应操作参数这些引起甲醇产品中乙醇超标的原因。沈伟等考察了精馏过程中常压精馏塔采出物中水与乙醇含量的关系。王勇等运用流程模拟软件的灵敏度分析功能研究了精馏中预精馏塔萃取水、加压塔和常压塔进料位置对精甲醇中乙醇质量分数的影响。
本文中应用过程模拟软件Aspen Plus考察了控制甲醇产品中乙醇含量的多种因素,对工业生产具有一定的指导意义。
1 工艺流程简介
以某企业168 k t/a甲醇精馏装置作为研究对象,该装置为四塔流程,主要有预精馏塔、加压塔、常压塔和甲醇回收塔。其中,加压塔和常压塔双效精馏,主要目的在于降低热能消耗;此外,相比一般的三塔流程,这里的四塔流程既能确保精甲醇产品纯度,又有利于提高甲醇回收率。图1为该四塔粗甲醇精馏工艺流程图。
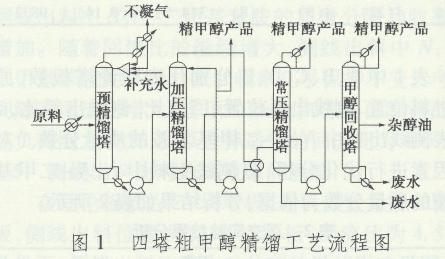
图1中预精馏塔中加入工艺萃取水,脱除二甲醚和大部分轻组分,塔底完成预精馏的甲醇经进料泵加压后,进入加压塔精馏。加压塔塔顶蒸气进入冷凝再沸器中,这样即可用加压塔气相甲醇的冷凝潜热来加热常压塔的塔釜。被冷凝后的精甲醇一部分由回流泵升压后送至加压塔塔顶作回流液,其余部分作为成品出装置。加压塔塔底排出的甲醇、高沸点组分以及水送入常压塔下部。常压塔塔顶出来的甲醇蒸气经过冷凝后,一部分送至常压塔塔顶作回流,其余部分作为成品出装置。常压塔提馏段设有侧线,采出杂醇油进入甲醇回收塔再回收甲醇,常压塔塔底排出含醇废水送至污水生化处理装置。甲醇回收塔下部设有侧线,采出部分杂醇油,以确保甲醇产品质量。
2工艺流程模拟
2.1粗甲醇杂质分析
甲醇合成过程中,由于选择性的限制,并且受到合成反应条件,如温度、压力、催化剂、反应气的组分以及催化剂中的微量杂质等的作用,在主反应进行的同时还会伴随一系列副反应,产生各种副产物,成为甲醇的杂质。表1为该装置中粗甲醇的主要组成。
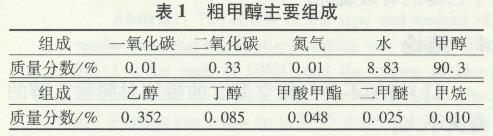
由表1可以看出,粗甲醇中乙醇质量分数为0. 352%,具有传统合成甲醇工艺中乙醇含量高的特点。
2.2工艺流程模拟
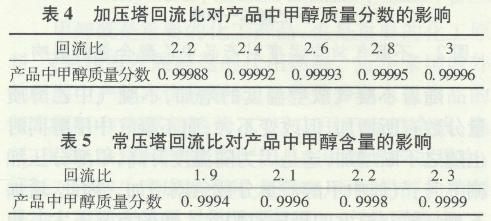
甲醇与水体系存在较强的分子间相互作用,形成的是非理想的极性物系,应该选用活度系数模型,液相活度系数的计算选用NRTL方法较合适。对于加压塔,此时体系气相不能用理想气体模型,这里气相状态方程采用RK方程。综合考虑气液二相逸度计算方法的不同,选择NRTL -RK模型对全流程进行模拟。实际值与模拟值比较如表2、表3。
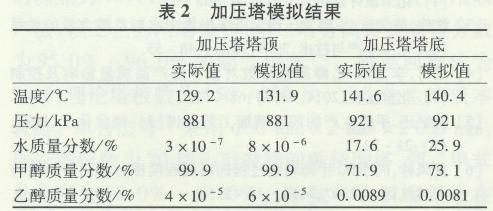
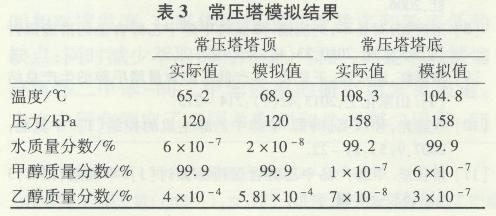
从表2、表3中数据可以看出,模拟值与实际值基本吻合,说明建立的模型和选用的物性方法可行,可以对工艺流程进行模拟分析。
3 甲醇精馏工艺分析
3.1 不凝气放空温度与乙醇质量分数的关系
四塔精馏流程中,预精馏塔主要用来脱除大部分轻组分,预精馏塔不凝气温度的高低决定着轻组分的脱除效果,不凝气放空温度的合理控制有利于乙醇共沸物的脱除。改变不凝气放空温度,分析其对乙醇脱除的影响,结果见图2。
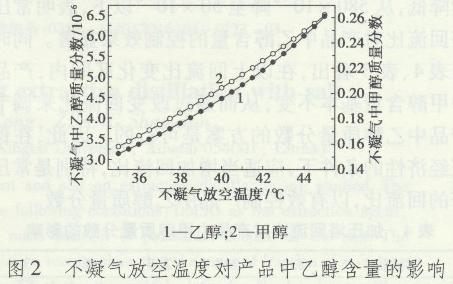
随着不凝气放空温度的增加,不凝气中乙醇质量分数有所增加,但改变不大;而不凝气中甲醇同时也随之不断增加,这是因为随温度升高,甲醇分压加剧上升,气体中甲醇质量分数急剧增加。因此,增加不凝气放空温度的措施对脱除乙醇的意义不大。粗甲醇中的乙醇绝大部分集中在预后甲醇中。同时考虑到不凝气放空温度过高会引起塔顶甲醇损失,降低甲醇收率,因而不凝气放空温度不能过高。不凝气放空温度控制在35~42℃。
3.2 回流比与乙醇质量分数的关系
甲醇精馏操作中,回流比过大或过小都会影响精馏操作的经济性和精甲醇质量。回流比过大,造成精馏塔温度降低,重组分下移,需加大热负荷才能维持塔内热量平衡,运行不经济;回流比过小,精馏塔温度上升,重组分上移,甲醇中乙醇和水含量容易超标。分别改变加压塔和常压塔的回流比,分析其对产品中乙醇质量分数和甲醇质量分数的影响,结果见图3、图4。
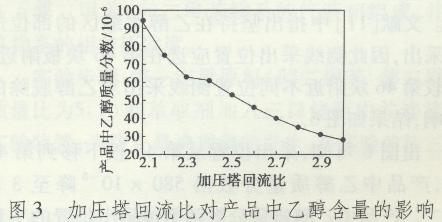
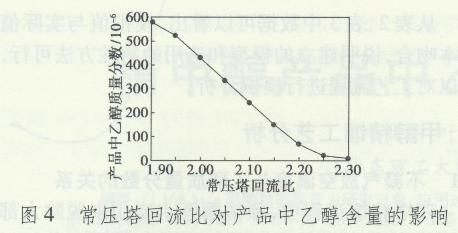
加压塔和常压塔的分析结果说明,随着回流比增加,产品中乙醇含量逐渐降低。尤其是常压塔,回流比从1. 90增加至2.30,产品中乙醇质量分数连续降低,从580×10-6降至50×10-6以下,表明常压塔回流比对产品中乙醇含量的控制效果显著。同时由表4、表5看出,在以上回流比变化区间内,产品中甲醇含量基本不变,从而通过改变回流比来调节产品中乙醇质量分数的方案是可行的。因此,在保证经济性的条件下,应适当增加回流比,特别是常压塔的回流比,以有效控制产品中乙醇质量分数。
3.3侧线采出位置与乙醇质量分数的关系
常压塔中,高沸点物质、乙醇等杂质的分离主要通过侧线抽提来实现。分析常压塔内各塔板乙醇质量分数,结果如图5。
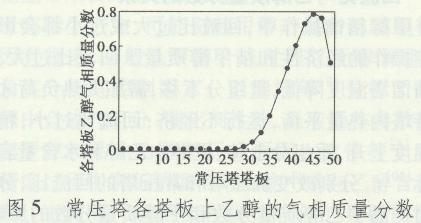
由图5可知,第46块板附近的乙醇气相浓度最大。文中指出坚持在乙醇浓缩区的部位进行采出,因此侧线采出位置应选在第46块板附近。比较第46块附近不同位置侧线采出对乙醇脱除的影响,结果如图6。

由图6可知,采出位置从第45板下移到第48,产品中乙醇质量分数由580×10-6降至3×10-6。产品中乙醇质量分数随侧线采出位置的下移而不断降低,这与杂醇油中乙醇质量分数不断增加的总体趋势基本相符,并且改变较大,说明侧线采出位置对乙醇的脱除影响很大。实际工艺操作中,应根据粗甲醇组成的变化以及塔体实时温度的变化,及时调整侧线采出位置和侧抽量,才能实现对产品中乙醇的有效脱除。
4结论
(1)增加不凝气放空温度的措施对脱除乙醇的不大。
(2)在保证经济性的条件下,应适当增加回流比,尤其是常压塔的回流比,以有效控制产品中乙醇质量分数。
(3)侧线采出位置对乙醇的脱除影响很大,及时调整侧线采出位置和侧抽量,能够实现对产品中乙醇的有效脱除。
下一篇:返回列表