
酶法提取番茄籽油脱臭馏出物中维生素E的研究
刘文玉1,潘轩2,魏长庆2,刘灵针3,单春会2*
1.新疆石河子职业技术学院(石河子832000);2.石河子大学食品学院(石河子832000);
3.新疆百禾晶生物科技有限公司(库尔勒841000)
摘要试验以番茄籽油脱臭馏出物为原料,以脂肪酶为催化剂,通过酶法甲酯化,再将甲酯化产物结晶,分离甾醇后用正已烷提取维生素E的相关工艺及参数进了行研究。试验确定脂肪酶最佳反应体系为水相体系,结合响应面优化试验,确定最佳反应条件:料液比1:5 (mg/mL)、酶用量500 U/g、反应温度40℃、反应时间16 h和水分含量为26%时,番茄籽油脱臭馏出物中维生素E总提取率可以达到42.78%,与模型理论预测值43.45%接近。
关键词 番茄籽油;脱臭馏出物:脂肪酶;甲酯化;生育酚
番茄籽油因其富含番茄红素、维生素E、β-胡萝卜素和植物甾醇等众多营养素而越来越受广大消费者青睐。据了解,新疆的番茄酱年产量达200多万t,在生产过程中产生约20万t番茄皮籽(干重计),而如果利用番茄籽生产高档食用油,可生产4 000 t,创造10亿的产值。据文献报道,新疆番茄籽油中维生素E含量高达688~780 mg/kg,众所周知,天然维生素E具有抗衰老、提高免疫力的作用及对心脑血管疾病有辅助治疗作用,目前已被广泛用于食品营养增补剂和抗氧化剂及医药、化妆品等方面。然而,在番茄籽油精炼过程中,尤其是高温脱臭过程中会造成天然维生素E的大量损失,因此,对番茄籽油脱臭馏出物中提取天然维生素E是广大学者探索方向之一。
目前,维生素E提取方法主要有化学法、超临界法、离子交换法和生物法等,其中化学法具有提取时间短,工艺简易,但耗费有机溶剂多,维生素E损失严重或不纯;超临界法虽萃取率高,但是投资大,费用高;离子交换法方法简单,损失率小,但溶剂消耗量大;生物法具有工艺流程简单,提取率高、成本低廉并且反应条件温和、副产物少和对天然维生素E营养功能损害小等优点,从发展前景看,利用生物法对番茄籽油脱溴溜出物的提取天然维生素E是一个重要方向。因此,试验以番茄籽脱臭馏出物为原料,拟采用生物酶法进行天然维生素E提取工艺的研究及优化,以期为新疆番茄综合加工利用附加值的提升提供理论和实践依据。
1 试验材料与方法
1.1试验材料与设备
1.1.1材料
番茄籽油脱臭馏出物:由新疆百禾晶生物技术有限公司提供。
1.1.2试剂
无水甲醇(分析纯):天津市致远化学有限公司;甲醇(色谱醇):天津市富晨化学有限公司;正己烷(分析纯):天津市致远化学有限公司;脂肪酶( 50 U/mg):深圳大族镭射科技股份无限公司;维生素E标品:食品药品检定院。
1.1.3试验仪器与设备
BS224-S万分之一天平:美国Mettler Toledo公司;KQ-200VDE-型双频数控超声波清洗器:昆山市超声仪器有限公司;DK-8D型数显恒温水浴锅:金坛市医疗仪器厂;A-1000S水流抽气机:上海爱朗仪器有限公司;LC-2010AHT高效液相色谱仪:上海舜宇恒平科学仪器有限公司。
1.2试验方法
1.2.1 天然维生素E提取体系的选择
称取3份10 g番茄籽油脱臭馏出物于100 m L带密封瓶盖的玻璃反应瓶中和甲醇(料醇比为1:4( mg/mL),分3次等量加入)混合,第一份加入25%水,第二份加入25%的正己烷,第三份不做任何处理,分别置于恒温水浴锅中预热震荡,然后向反应体系中加入一定量脂肪酶( 400 U/g),搅拌均匀,盖好瓶盖,在恒温水浴锅40℃酶解12 h。
1.2.2维生素E的提取方法
根据2.2.1试验选择的合适体系,称取10 g番茄籽脱臭馏出物于100 m L带密封瓶盖的玻璃反应瓶中,加入25 010纯净水和甲醇(料醇比为1:4(mg/m L),分3次等量加入),置于恒温水浴锅中预热震荡,然后向反应体系中加入400 U/g脂肪酶,搅拌均匀,盖好瓶盖,在恒温水浴锅40℃酶解12 h。反应完毕后,将混合液移入分液漏斗中进行分离,分出下层甘油层,用蒸馏水洗涤甲酯层。冷却结晶去除甾醇(3 0C,3h),然后真空抽滤后在3 000 r/min的条件下离心10min。取上清液在常温下与正己烷萃取,物料与萃取剂之比为1:1( mg/m L),最后将萃取剂蒸发冷凝回收,得天然维生素E。
1.2.3分析方法
在有水分存在的反应体系中,油脂既可以和甲醇发生醇解反应生成甘油和脂肪酸甲酯,油脂部分水解会生成甘油和脂肪酸,脂肪酸和甲醇发生酯化反应生成脂肪酸甲酯和水,从反应产物中萃取维生素E,并利用高效液相色谱分析反应产物中维生素E的含量。

1.2.4维生素E含量的测定
高效液相色谱法:色谱条件色谱柱:采用C18柱(长150 mm,内径4.6 mm,粒径4~5μm);流动相:甲醇(色谱醇)+水(去离子水),比例:(98:2);流速:0.7 m L/min;检测波长:290 nm;柱温:25℃±2 ℃,进样量:20 μL。
1.2.5 VE标准曲线的制作
实验室的标准品为液体油状物,因此用注射器抽取直接滴加到容量瓶中称量,把容量瓶放在分析天平托盘上然后滴加,称取维生素E标准品约0.100 g,置50 m L棕色量瓶中,加甲醇适量溶解并稀释至刻度,摇匀,制成2 mg/m L的溶液作为贮备液。取1 m L贮备液至100 m L的容量瓶中定容。再分别准确移取2,4,5,6,8和10 m L至10 m L的棕色量瓶中,加甲醇稀释至刻度,摇匀,得到质量浓度分别为4,8,12,16和20 mg/m L的五种溶液,分别经0.45 μm滤膜滤过,滤液作为标准溶液。以标准品溶液质量浓度(x)为纵坐标,峰面积(y)为横坐标,按照外标法过6点绘制标准曲线.见图1。得标准曲线为y=1.494 8x×104+2.853×103( R2=0.998 9).

1.2.6样品的测定
精确称取3份番茄籽脱臭馏出物10 g,以正己烷为溶剂定容至25 m L容量瓶中,再从中取1 m L定容至10m L为待测样品。超声处理10 min,用0.45μm的过滤膜进行过滤并上样,分析条件同2.2.5。
1.2.7单因素试验
番茄籽油脱臭馏出物中维生素E的单因素试验选定水分含量(15%.20%,25%和30%)、料液比(1:3,1:4,l:5,1:6和1:7(mg/m L))、提取温度(30℃.35℃,40℃,45℃和50℃)、酶用 显著。量(300,400,500和600 U/g)和酶解时间(8,12,16,20和24 h)等因素进行单因素试验,考察各因素对维生素E提取率的影响。
1.2.8维生素E提取的响应面试验设计
应用Design-Expert 8.05软件,根据Box-Benhnken中心组合设计原理,以维生素E提取率为响应值,在单因素试验结果的基础上,综合考虑实际生产的需要,对提取温度、水分含量、料液比和酶用量值四个因素进行响应曲面试验设计,因素水平见表1,每个组合重复试验3次。

2结果与分析
2.1维生素E提取体系的选择
由图2可知,该脂肪酶在水相体系中更有利于脂肪酶的酶解作用,甲醇和脂肪酶是亲水性的极性物质,而油脂具有疏水性,并且是非极性物质,因此适当的含水量可以提高酶促有机合成的反应速度,增大活化界面,从而使维生素E的提取率增加。

2.2维生素E提取的单因素试验
2.2.1水分含量对维生素E提取率的影响
从图3可以看出,当水分含量低于25%时,随着水分含量的增加,维生素E提取率逐步增大,当水分含量大于25%时,提取率变化成微下降趋势,这是因为适量的水分可以降低酯交换反应产物甘油的浓度,可逆反应向右进行使反应更彻底;适量的水分可以使甲醇分子可以分散开一定的距离避免与酶分子直接接触,这样会降低了甲醇对酶分子的酶解效果的影响,有利于反应的进行;当水分过量时,增加了副反应水解反应的进行,同时酶浓度随着水分含量的增加而随之降低,酶解效率降低。因此水分含量对反应的影响显著。

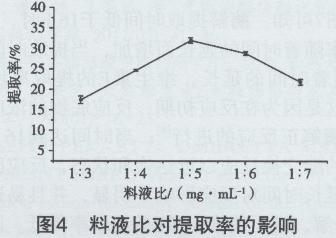
2.2.2料液比对酯交换反应的影响
由图4可知,当反应体系中水分含量一定时,随着甲醇用量的增加,维生素E提取率先逐渐增大,当料液比达到1:5( mg/m L)时,提取率最大,再增加甲醇用量时,提取率则逐渐减小。这是因为适量的增加甲醇用量不但可以有共溶的体系也有利于酯交换反应的进行,但甲醇过量的话,甲醇分子在体系中密度会增大,与酶分子的接触机率增加,因此对酶分子的毒害作用就会加强。甲醇为亲水性溶剂,它将脂肪酸活性中心附近的水分溶解,导致脂肪酶构型改变而失活,从而降低酶的活性。
2.2.3酶解温度对对维生素E提取率的影响

由图5可知,温度对维生素E提取率影响较为显著。随着反应温度的升高,维生素E的提取率逐步增高,当温度达到40℃时,维生素E的提取率达到最高。当温度超过40 ℃时,维生素E提取率随着温度的升高而降低,这是由于在一定的温度范围内,温度的升高,使得反应底物碰撞频率增大,酶促酯解反应速度加快,但超过一定范围,高温使脂肪酶变性失活;同时高温使甲醇分子更活跃对酶解效果的影响增加,与此同时,甲醇量的挥发减少会使反应向副反应方向进行,因此,选择最佳酶解温度为40℃。
2.2.4酶用量对维生素E提取率的影响
由图6可知,当酶用量低于500 U/g时,维生素E的提取率随着酶用量的增加而增大,当酶用量达到500 U/g后,再增加酶量,提取率不再有明显的变化。这是因为酶促酯交换反应时,在一定的酶浓度范围内,脂肪酶浓度越大,反应底物分子与酶分子接触的频率越高,酶促酯交换反应进行得越彻底,但是当酶浓度到达相对于底物饱和值时,酶浓度对酯交换反应的影响就不再明显。因此,最适酶浓度选择为500 U/g。

2.2.5提取时间对维生素E提取率的影响
由图7可知,酶解提取时间低于16 h时,维生素E的提取率随着时间的延长而增加,当提取时间大于16h时,随着时间的延长,维生素E的提取率增加幅度微小,这是因为在反应初期,反应底物的浓度较大,有利于酶解正反应的进行;当时间达到16 h时,酶与底物的酯交换反应以近达饱和状态,反应已趋向平衡,再延长时间对反应影响不明显,并且易造成维生素E的分解,进而使维生素E的提取率降低。因此,选择最适酶解提取时间为16 h。

2.3维生素E提取的响应面分析
结合前期预试验,由于酶用量及酶解时间对番茄籽油脱臭馏出物中维生素E提取的影响幅度相对较小,故在单因素试验基础上,以提取温度、料液比和水分含量为三个可控工艺参数,以维生素E提取率为指标,采用Box-Behnken设计方法来优化维生素E提取工艺条件,试验设计方案及分析结果见表2。


利用Design-Expert 8.05软件,通过表2中试验数据进行多元回归拟合,获得维生素E提取率对编码自变量水分值、提取温度和料液比二次多项回归方程:
由回归方程可知,因此,在一定范围内可调节水分值、提取温度和料液比使维生素E的提取率达到所需水平。
由表3方差分析可以看出,试验所选用的二次多项模型具有高度的显著性(p模型<0.000 3),该模型拟合情况较好,可用该回归方程代替试验真实点对试验结果进行分析。回归方程的各项方差分析结果表明,一次项和二次项都有显著性因素,因此各试验因素对维生素E提取率的影响不是简单的线性关系。所以,可以利用该回归方程确定最佳工艺条件。
F直可以反映各因素对维生素E提取率的重要性,F值越大表明对天然维生素E提取率的影响越大。由表3可知,FA=12.97,FB=6.33,FC=18.06,即各因素对提取率影响程度的大小顺序:料液比>水分含量>提取温度。通过Design-Expert软件分析,模拟得出提取率最高的优化组合为A=26.31%、B=40.19℃、C=1:5.28(mg/mL),维生素E提取率最高值为43.45%。
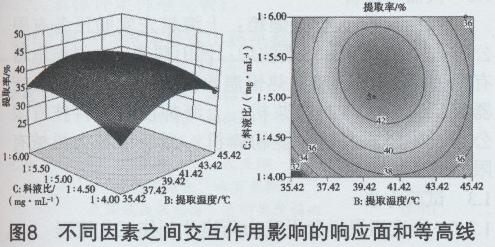
在回归模型方差分析的基础上,根据得到的回归二次方程,利用Design Expert 8.05软件作水分含量、提取温度和料液比对提取率影响的响应面图,分析两个因素交互作用对维生素E提取率的影响,结果见图8。
由图8可知,在每组交互作用的作用下,维生素E提取率均有最大值,说明各组交互作用均对维生素E提取率有影响。经过确定某一单一因素,在三维图中查看另一因素的趋势与之进行对比发现,AB因素之间存在的显著互交作用,而因素AC、BC交互作用微小,但各图中两因素对维生素E提取率影响的大小只能通过方差分析得出,而不能仅依靠等高线的疏密度判断。通过软件分析,水分含量26.31%、温度40.19℃、料液比1:5.28( mg/m L),维生素E提取率最高值为43.45%。

考虑到实际操作的情况,将维生素E提取条件修正为水分含量26%、反应温度40℃、料液比1:5( mg/m L)、酶用量为500 U/g,提取时间16 h,维生素E提取率最高值为42.78%。该值与理论值接近,说明采用响应曲面法优化维生素E的提取工艺可行。
3结论
通过单因素试验和响应面优化试验确定了酶法提取番茄籽油脱臭馏出物中维生素E的最优条件:水分含量26%、反应温度40℃、料液比1:5(mg/m L)、酶用量为500 U/g,番茄籽油天然维生素E提取率的最高值为42.78%。
下一篇:返回列表