
锆铜与镍基合金扩散钎焊界面微观组织及力学性能
李 晔1 荆慧强2
(1.内蒙古建筑职业技术学院装饰与艺术设计学院;2.北京航天发射技术研究所)
摘要在不锈钢与铜合金的扩散连接工艺研究的基础上,研究了锆铜与镍基高温合金材料的扩散钎焊连接行为,主要研究了焊接接头的微观形貌以及力学性能。结果表明,锆铜和镍基高温合金在焊接温度为880~900℃、焊接时间达到90~120 min时,扩散钎焊接头界面结合良好,组织均匀致密,焊接接头的各项力学性能较好,可以实现冶金结合。
关键词 锆铜;镍基高温合金;扩散钎焊;组织形貌
中图分类号 TG454;TB331 DOI:10. 15980/j.tzzz. 2016. 06. 022
镍基高温合金由于其良好的高温性能和耐腐蚀性,广泛应用于航天航空领域,在火箭发动机制造过程中,需要将镍基高温合金材料与锆铜材料进行连接。锆铜是在铜合金中加入Z r,以提高合金的强度,但导热性和导电性较差,由于这两种材料性能存在明显差异,传统的焊接方式容易造成焊缝开裂等缺陷。
扩散钎焊作为一种精密的连接方法,依靠连接材料原子之间的扩散,在接触面上形成熔化液相,完成材料连接。采用这种焊接方式形成的焊缝强度接近于母材强度,同时可以保留连接材料的性能优势,另外对材料焊前的表面质量无特殊要求。杜双明等对AZ31B/Cu两种金属采用扩散焊的方法进行焊接,并对两种金属的扩散焊接头组织及性能进行了研究和分析,对不同温度、保温时间、压力等工艺参数对界面区微观组织的影响进行了讨论。王怀建等采用共晶钎焊工艺对Mg/Cu异种金属进行连接,研究了不同的环境温度和时间、压力等参数对接头微观组织及力学性能的影响。MAHENDRAN G等用固相扩散焊的方法,对Ti Al/40Cr异种金属进行焊接,通过研究焊接温度、焊接压力和保温时间对接头的影响,得到扩散焊接的最佳工艺参数,但并未对焊接接头的内部显微组织展开深入研究,另外涉及的研究对象也并非铜合金。
本课题对锆铜与镍基高温合金材料的扩散钎焊连接进行了研究,主要对焊接接头的微观形貌以及力学性能进行分析,为锆铜和镍基高温合金提供一种可靠的连接方法。
1 试验材料及方法
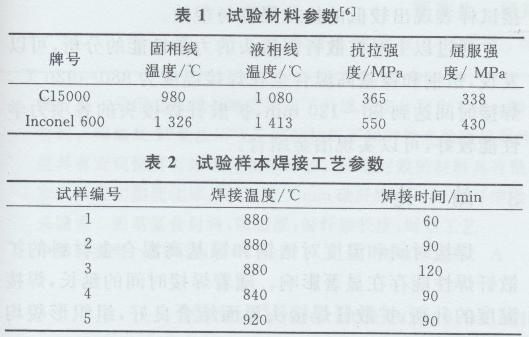
试验材料选择C15000锆铜棒和Inconel 600镍基高温合金棒,尺寸均为ϕ50 mm×50 mm,其参数见表1。为了对比不同焊接温度和焊接时间对扩散钎焊焊接品质的影响,选择5个试验样本,见表2.试验材料焊接面采用800号的Si C砂纸进行打磨,打磨后在丙酮溶液中超声清洗30 min,随后进行扩散钎焊焊接。
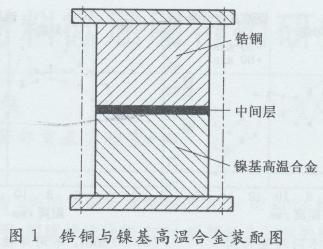
整个扩散钎焊过程都是在DLB-100真空钎焊炉中进行,焊接温度为840~920℃,焊接时间为60~120min,随炉冷却。锆铜与镍基高温合金圆棒装配见图1,锆铜与镍基高温合金材料扩散钎焊后,将被焊试样的接头界面垂直切割,采用标准金相显微镜观察接头界面,
其中抛光试样在磷酸溶液中腐蚀,通过扫描电镜(SEM)及显微电子分析仪观察焊接接头的显微组织、断口形貌及分析接头成分,对于焊接接头的力学性能采用剪切试验机进行评定。
2 试验结果及分析
2.1 接头界面微观组织分析
2.1.1 焊接时间对接头显微组织的影响
图2为不同焊接时间时扩散钎焊接头组织形貌,其中焊接温度为880℃。从图2a可以看到,焊接时间为60 min时,扩散区宽度较窄,在靠近锆铜的一侧,出现了大块的白色析出物。从图2b看出,焊接90 min后,中间层扩散区宽度逐渐增加,在靠近锆铜一侧的白色析出物颗粒变小,组织相对细小,在析出物前端有亮色小颗粒生成。当焊接120 min时,中间层扩散区宽度进一步增加,扩散更加均匀,中间层逐渐消失,见图2c,与镍基高温合金一侧无明显界限,扩散区均匀致密,扩散钎焊界面结合良好,未出现焊缝缺陷。

2.1.2 焊接温度对接头显微组织的影响
焊接温度对扩散钎焊接头的焊接质量有着显著影响。图3为不同的焊接温度下扩散钎焊焊缝的组织形貌。从图3a看出,焊接温度为840℃时,镍基高温合金和锆铜的接触界面并没有出现明显扩散,只有部分区域出现液相,未能达到共晶温度和成分。从图3b看出,焊接温度为880℃时,镍基高温合金和锆铜的接触界面的扩散区域逐渐增大,产生大量共晶组织,在靠近锆铜的一侧有大量的白色块状物析出。当焊接温度达到920℃时,镍基高温合金和锆铜的接触界面的扩散区域继续增大,共晶组织均匀致密,在靠近镍基高温合金一侧的扩散区域有白色块状物质析出,见图3c。

2.2焊接接头力学性能分析
2.2.1 焊接接头界面扩散区的显微硬度分布
采用洛氏显微硬度计对合金试样进行显微硬度测试,显微硬度实测点位置及显微硬度值分布见图4。

图4a是在焊接温度为880℃时,不同焊接时间下扩散钎焊接头区域的显微硬度。随着焊接时间的延长,扩散区域的硬度逐渐提高。由于连接层主要由金属间化合物组成,从而表现出较高的硬度,并随离焊缝中心距离的增大而略有减小。而在跨越连接层与基体界面时,其硬度陡降至锆铜基体的硬度,因此基体与连接层的硬度表现出较大的差别;当焊接时间为120 min时,由于锆铜一侧析出大量白色块状物质,锆铜一侧的硬度( HRB)出现最大值为88。图4b是焊接时间为90 min时,不同焊接温度下扩散钎焊接头区域的显微硬度。焊接温度为840℃时,扩散区域的硬度较低,随着焊接温度上升,扩散区域的硬度逐渐增加,当焊接温度达到920℃,硬度的峰值出现在镍基高温合金一侧。连接层中的成分逐渐趋于均匀,并且其形成的共晶组织中包含有纯铜相,硬度逐渐接近于纯锆铜基体的硬度。
2.2.2焊接接头界面的断口形貌
对扩散钎焊接头取样并进行拉伸和冲击试验,试样焊接温度为880℃,焊接时间为90 min,图5为锆铜和镍基高温合金扩散钎焊接头试样的拉伸断口形貌。
由图5a可以看到,锆铜一侧为典型的解理断裂形貌,在台阶交汇处出现大量的塑性韧窝,同时由于锆铜和镍基高温合金的原子相互扩散,在锆铜一侧分布着直长的白色凸状物,另外在镍基高温合金一侧,该侧端口存在部分直长的撕裂棱以及塑性韧窝,同样也是由于两种元素的原子相互扩散引起,见图5b。

可以看到.该断口具有脆性断裂和韧性断裂的共同特征,断裂发生在界面扩散区域。因此在拉伸过程中,塑性变形首先发生在强度较低的基体中。由于连接层强度远高于基体,而且较脆,不能协调基体的变形,导致在基体与连接层界面造成较大的应力集中,当应力集中达到一定程度时,必然会在界面上产生裂纹,裂纹迅速在脆性连接层扩展,导致连接试样断裂,从而使得该连接试样表现出较低的抗拉强度与塑性。
通过以上对扩散钎焊接头的力学性能的分析,可以发现,锆铜和镍基高温合金在焊接温度为880~920℃、焊接时间达到90~120 min,扩散钎焊接头的各项力学性能较好,可以实现冶金结合。
3 结 论
焊接时间和温度对锆铜和镍基高温合金材料的扩散钎焊性能存在显著影响。随着焊接时间的延长,焊接温度的升高,扩散钎焊接头界面结合良好,组织形貌均匀,各项力学性能良好。
下一篇:返回列表