
送风速度对厂房气流组织及烟尘控制的影响(其他)
送风速度对厂房气流组织及烟尘控制的影响(其他)
孙如意 彭彪
中南大学能源科学与工程学院
摘要:置换通风以其在高大空间的节能、热舒适性及室内空气品质等方面的优越性,在焊接厂房的烟尘治理中得到了广泛的应用。针对指导置换通风的规范标准相对缺乏,详细的工程设计参考数据不足这一问题采用CFD方法研究焊接厂房置换通风的优化设计。影响焊接厂房室内气流组织和空气品质的因素有:送风温度、送风速度、送风筒的安装高度等,其中送风速度对厂房的气流组织和人体舒适性有很大的影响。本文以南车长江车辆有限公司的焊接厂房为例,模拟分析不同的送风速度对焊接厂房内气流组织和污染物浓度分布的影响。
关键词:置换通风送风速度气流组织烟尘浓度
焊接车间的特点在于污染物伴随热源(焊点)产生,空间高大(通常厂房高达8~12 m,甚至更高),热负荷不太高,工作区和热源都在车间较低处等,使得焊接厂房比较适合采用置换通风的方式。影响焊接厂房室内气流组织和空气品质的因素有:送风温度、送风速度、焊接台距送风口的距离、送风筒的安装高度等,其中送风速度对焊接厂房气流组织的影响较大。本文以南车长江车辆有限公司的焊接厂房为例,模拟分析不同的送风速度对焊接厂房内气流组织和污染物浓度分布的影响,使厂房内的参数满足如下要求:4m以下工作区的粉尘浓度≤4 mg/m3,厂房内控温区要求夏季温度27℃以下,焊接台处风速≤0.5 m/s,置换通风房间内的温度梯度小于2C/m,站姿时,头部和脚步温差≤3℃。
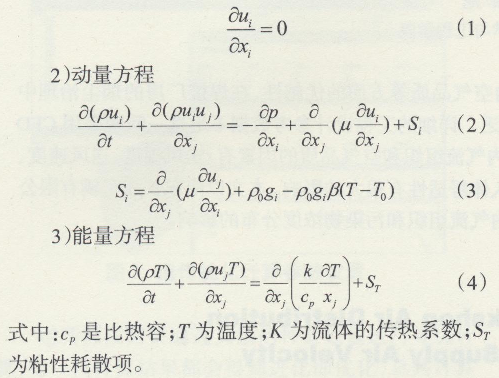
1 数学模型的建立
本文采用标准的k-![]() 两方程模型,模拟的对象是焊接厂房内空气的湍流流动,由于存在焊接热源的作用,室内空气温度变化较大,不能忽略其引起的密度变化,于是引入Boussinesq假设。
两方程模型,模拟的对象是焊接厂房内空气的湍流流动,由于存在焊接热源的作用,室内空气温度变化较大,不能忽略其引起的密度变化,于是引入Boussinesq假设。
通用控制方程如下:
1)连续性方程
2 物理模型及边界条件
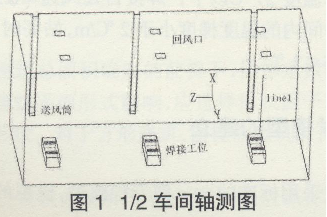
2.1物理模型
本文研究对象是机车小部件铝合金焊接车间,该车间的长24m,宽18m,高9m,车间共有6台焊机,12个焊接点,由于该车间为对称结构和模拟条件的限制,只选取车间的一部分进行研究(图1),采用的焊接方法为氩弧焊,焊接材料是直径为1.6 mm的实心焊丝,焊点发尘量按每个焊点平均8h的消耗的焊材为15 kg,每kg焊材的发尘量是10 g/kg,焊接操作点焊接烟尘发尘量约为5.2 mg/s,平均发热量为9.28 kW,由于焊接烟尘的扩散是一个十分复杂的过程,目前还没有研究出焊接烟尘扩散过程的计算模型,而烟尘在焊接厂房中会随空气一起流动,所以在本文中将对其进行简化,将烟尘作为气相流考虑,对焊接烟尘将采用mixture model进行模拟。
2.2数值模拟的边界条件
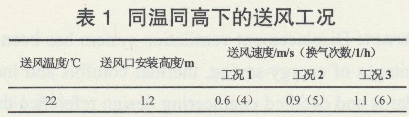
入口边界条件:采用velocity-inlet,通风装置采用圆柱形送风筒,高度为0.6 m,半径为0.2 m,出风有效面积为50%,送风筒底部标高为0.8 m,送风温度为24℃,送风速度依据换气次数的不同分为0.6 m/s,0,9 m/s,1.1 m/s三种工况进行分析;出口边界条件采用outflow;回风口为0.6 mx0.6 m的矩形回风口,置顶安装;壁面边界条件:均无滑移,绝热。
3 送风速度对室内空气品质的影响
影响室内空气品质的因素很多,其中送风速度对室内空气品质和舒适性的影响很大,不同的送风速度对室内的温度场、速度场和污染物浓度场都有着重要影响。本次模拟的目的在于对送风温度、送风筒安装高度一定的情况下,研究出适宜焊接厂房的最佳送风速度,使其既满足4m以下工作区的粉尘浓度≤4 mg/m3,厂房内控温区要求夏季温度27℃以下,焊接台处风速≤0.5 m/s,置换通风房间内的温度梯度站姿时头部和脚步温差≤3℃的要求,又比较节能。送风工况见表1。
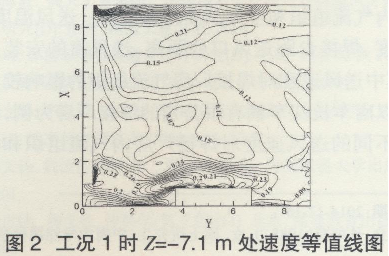
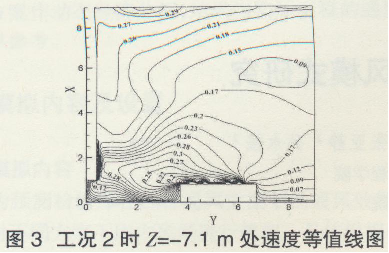
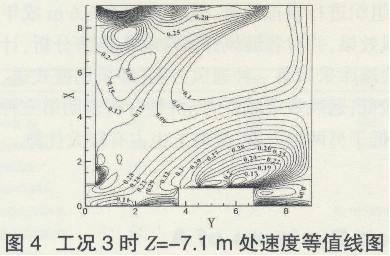
3.1送风速度对厂房内速度场的影响
参考截面的速度等值线图2-4可以看出,随着送风速度的增加,厂房内的气流速度整体都有所增加,《采暖通风与空气调节设计规范》( GB50019-2003)中规定:工艺性空气调节室内温湿度活动区的风速夏季宜采用0.2~0.5 m/s,而南车长江车辆有限公司要求焊接厂房焊台处风速小于0.5 m/s,风速过大会影响焊接质量。从图中可以看出,当换气次数由4次m增大到6次m时,送风速度由0.6 m/s增大到1.2 m/s时,厂房内主要工作区附件的送风速度都小于0.5 m/s,所以此设计满足焊接车间速度的要求。
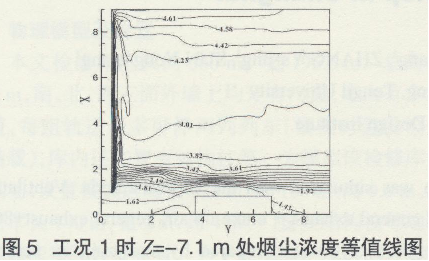
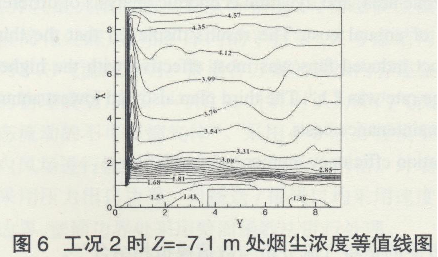
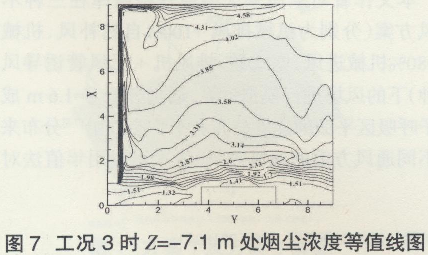
3.2送风速度对厂房内烟尘浓度的影响
从图5~7可以看出,随着送风速度的增加厂房内污染物浓度都有所降低,尤其是厂房内烟尘浓度超过4mg/m3的区域都在明显的减小,可见送风速度的增加可以很好地降低厂房内污染物的浓度。但是送风速度的增加会在工作区域内形成比较大的气流漩涡,气流漩涡会卷走更多的污染物带到人呼吸的区域,使工作区域的空气质量变差,影响焊接工人的身体健康,所以送风速度不是越大越好。南车长江车辆有限公司要求焊接厂房工作区的烟尘浓度小于4 mg/m3,从图中可以看出,换气次数为4次/h时的烟尘浓度大于4 mg/m3,所以从降低焊接厂房烟尘浓度的角度出发,送风速度为0.6 m/s时的送风工况不满足要求。
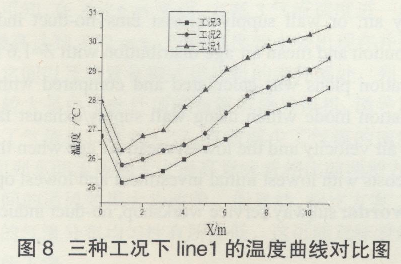
3.3送风速度对厂房内温度的影响
从图8可以看出,在厂房1m以下的工作区,随着送风速度的增加,温度是逐渐降低的,但是在2m以上的区间,随着送风速度的增加,并没有改变厂房内温度分层的整体趋势,但是却降低了各层上的温度值,这说明送风速度的增加有利于消除厂房内的热负荷,从整体上降低厂房内的温度。南车长江车辆有限公司要求置换通风房间内的温度梯度小于2C/m,站姿时,头部和脚步温差≤3℃,从图中可以看出三种工况都满足要求,但是工况1却不满足厂房内控温区要求夏季温度27℃以下的要求。
4 结论
在对送风速度对厂房内气流组织及烟尘控制的影响的研究中,可以看出,在送风温度、送风筒安装高度不变的情况下,选取送风速度为0.6 m/s、0.9 m/s、1.1 m/s,换气次数依次为4次m、5次m、6次m三种工况对焊接厂房内的流场进行了数值模拟并且进行了详细的分析,得出送风速度越大,越有利于降低室内温度,排出污染物,但是不能一味地提高送风速度,以免出现焊接台的风速大于0.5 m/s,影响焊接质量,送风速度的一味增加还会容易增大工作区的气流漩涡,使烟尘在气流的带动下进入工作区,影响工人的身体健康,但是送风速度低又达不到厂房要求的4m以下的工作区域夏季温度在27℃以下的要求,例如工况1,所以针对南车长江车辆有限公司的焊接厂房的模型特点、焊接材料的使用及焊接方法,对厂房进行5次/h的换气次数,即0.9 m/s的送风速度进行置换通风。