ФкПзДѓжБОЖЙібЙЕЖ ЙіТжаЭЙібЙЕЖ ЙібЙЭЗЙіЙтЕЖХњЗЂ ГЇМвжБЯњ

- ЫљдкЧјгђЃК НЫе
- МлИёЗЖЮЇЃК Уцвщ
- ЗЂВМШеЦкЃК 2015-01-08 03:34:12
- га аЇ ЦкЃК ГЄЦкгааЇ
- ЙЉгІЪ§СПЃК 0
- ЮоЮ§КЦЦеПЦММ
- СЊ ЯЕ ШЫЃК СЗзцТз(ЯШЩњ)
- ЕчЁЁЁЁЛАЃКЁЁ0510-82442260
- вЦЖЏЕчЛАЃКЁЁ
- ДЋЁЁЁЁецЃКЁЁ
- ЕиЁЁЁЁжЗЃКЁЁНЫеЪЁЮоЮ§ЪаГчАВЧјЙуШ№ТЗ555КХБІЮ§ДѓЯУBзљ206
ВњЦЗМђНщ
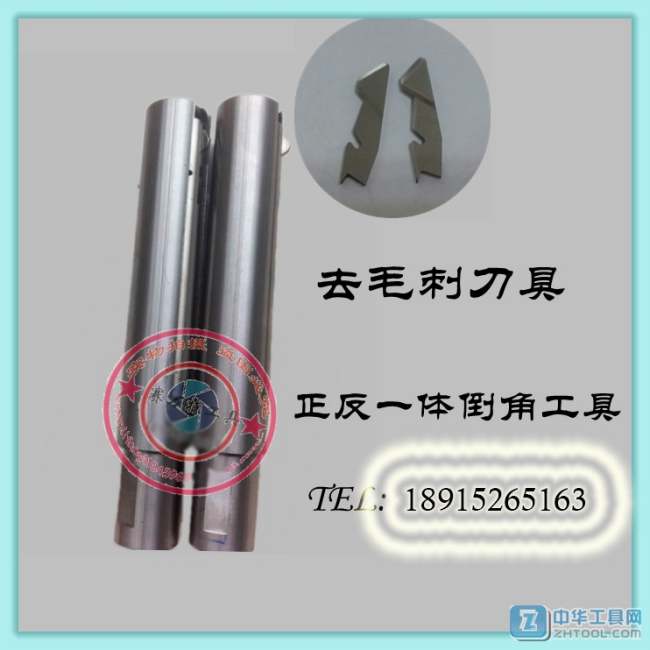
ФкПзЙіТжаЭЙібЙЕЖ ДѓжБОЖЙібЙЕЖ ЩЯКЃЙібЙЭЗЙіЙтЕЖЙЉгІЩЬ
ОЕУцЙібЙЙЄОпФкПзЕЅЙіаЭЙібЙЕЖ 18915265163ЙЫХЎЪП


1.ЙібЙЧАПзБкВЛвЫгаНЯЩюЕЖКлЃЌЕЖЮЦгІОљдШЁЂЫЩГкЃЈДЫЬѕМўвВАќРЈЙібЙЭтОЖЁЂЦНУцЁЂзЖУцЁЂЧђУцЃЉЃЌДжВкЖШRa3.2зѓгвЁЃ
2.ЮЊСЫЛёЕУКЯРэЕФЙібЙгрСПЃЌгІИљОнЙЄМўБОЩэЧщПіЃЈжївЊЪЧВФжЪЁЂгВЖШЁЂЙібЙЧАБэУцОЋВкЖШЃЉгаЫљбЁдёЃЌЙЪХњСПМгЙЄЧАгІЪдМгЙЄ2~3МўЃЌЧѓГізюМбЙібЙгрСПЁЃЃЈМћБэЃЉ
| ЙЄМўжБОЖmm Component diameter |
4~11.9 | 12~30 | 31~59 | 60~89 | 90~149 | 150~179 | 180~200 |
| дЄСєМгЙЄгрСПmm Preserved processing remnant |
0.005~0.02 | 0.01~0.025 | 0.015~0.03 | 0.025~0.04 | 0.04~0.08 | 0.05~0.1 | 0.06~0.12 |

СЊЯЕШЫЃКЙЫЦМ
вЦЖЏЕчЛАЃК18915265163
ЕчЛАЃК0510-82442260-808
ДЋецЃК0510-84060001
QQЃК1330275105
гЪЯфЃКguping@hope-tec.com
MSNЃКguping@hope-tec.com
ЭјжЗЃКhttp://www.savant-tool.com
ЕижЗЃКНЫеЪЁЮоЮ§ЪаЙуШ№ТЗ555КХБІЮ§ДѓЯУBзљ430Ъв
---------------------------------------------------------------------------------------